Динамика развития продукта
Раскрой Интех-Р версия DOS
Интех-Раскрой версия 2.6
Верификатор
Интех-Раскрой версия 2.7
Раскрой для Гильотинных ножниц
|
В разработке
Автоматизация создания технологии раскроя
и управляющих программ для газокислородных, плазменных, лазерных cтанков, гильотинных ножниц
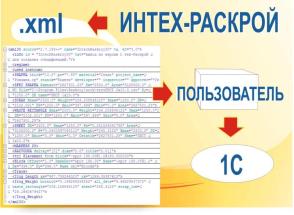
1.База данных заказов, деталей. Библиотеки параметрических макросов. Импорт геометрии из .DXF
Средство для хранения и преобразования информации об объекте из внешних форматов.
Принимаемые на вход производственные задания-заказы автоматически заносятся в базу заказов с интерактивным дополнением
необходимых параметров и пометкой о дате редактирования. Организация структур новых заказов (по материалам, толщинам, изделиям…)
и обращение к ранее созданным, позволяет оперативно вводить в проект на раскрой, детали группой или передавать (экспортировать) результаты- отчеты
в системы САПР/АСУП. Интеграция с внешними приложениями.
2.Многоинструментальная обработка в параллельном и последовательном режиме;
Проектирование технологии с учетом обработки листа двумя и более режущими головками, а также возможностью подключения в одну управляющую
программу обработку различными инструментами, позволяет эффективно производить обработку больших и средних партий деталей.
3.Оптимальное авто размещение;
Очень малое время авто раскладки является результатом работы мощного алгоритма размещения — по годографу. Это максимально эффективное решение
для размещения деталей сложной геометрии различной номенклатуры и в большом количестве. Может служить для решения задач оценки стоимости деталей,
изделий (по весу или количеству требуемых листов-заготовок), в момент до запуска изделия в производство.
4.Обеспечение плотного размещения с автоматическим обнаружением пересечений;
Происходит благодаря эффективному применению продуманных стратегий компоновки и мощным алгоритмам для автоматизированного и интерактивного размещения
деталей.
5.Проектирование в режиме «Сегодня на сегодня»;
Гибкое управление ходом проектирования в автоматическом и интерактивном режиме с возможностью формирования пользовательской стратегии размещения,
позволяет создавать оптимальный раскрой с высокой скоростью и с коэффициентом раскладки стремящимся к 95% заполнения листа.
6.Приемы оптимальной технологии;
Автоматизация технологических расчетов для проектирования траекторий, подходов, отходов, петель, пропусков, технологических команд, реализует
высокопроизводительный подход к построению нестандартных траекторий. Это позволит значительно сократить время обработки, расход материала листа
и вспомогательных материалов для процесса резки.
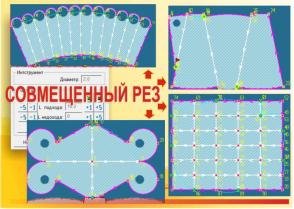
Построение совмещенного реза.
Обход контуров “не отрывая карандаша от листа”. Когда одним движением инструмента обрабатываются поверхности разных деталей.
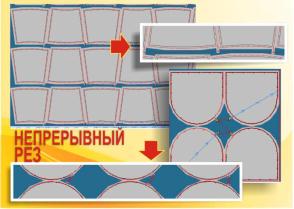
Построение непрерывного реза (перемычек, мостиков, цепочек);
Непрерывный рез - обход контуров нескольких деталей с одной точкой пробивки. Логика решения позволяет создать траекторию обхода контуров деталей
с учетом построения “мостиков” между деталями, пропусков в рабочих движениях, переходах между деталями без выключения резки.
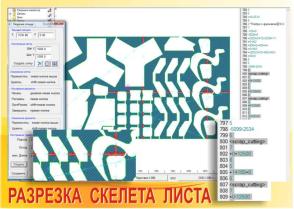
7.Средства работы с фигурными и прямоугольными остатками
Импорт/экспорт остатков в .DXF. Хранение/удаление из базы листов, т.е. имеется возможность хранения в электронном виде на виртуальном складе «деловых
отходов».
Построение прямоугольных остатков. Размещение на остатках любой формы.
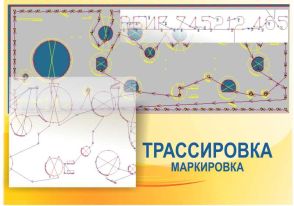
8.Расчет Оптимальных маршрутов холостых ходов;
Происходит с помощью высокопроизводительного алгоритма построения путей движения резака с учетом «подетального» маршрута обхода деталей, их вложенности
друг в друга.
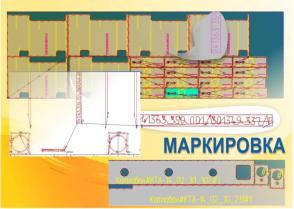
9.Получение УП для любых СЧПУ. Включение в УП маркировки, разметки, сверления.
Поддержка специальных инструментов для предварительной обработки листа на станке МТР. Проектирование траектории маркировки и разметки.
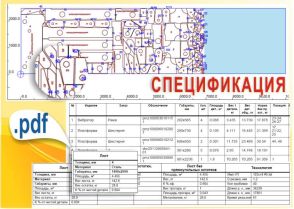
10.Генерация подробных отчетов, спецификаций;
Это карты раскроя с маркировкой текстовых обозначений, чертежи остатков в электронном виде., вывод на печать заданий на проектирование и содержимого
БД. Это глубоко продуманная реализация универсальной спецификации, с наполнением данных о геометрических расчетах, технологических параметрах,
прорисовкой и расчетом прямоугольных остатков.
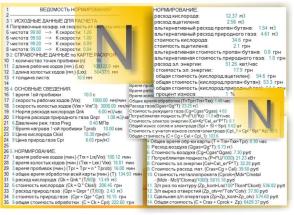
11.Калькуляция себестоимости обработки;
Нормировочный постпроцессор решает задачи с учетом требований конкретного производства. Выводятся данные о затратах на вспомогательные материалы
(стоимости газов, электроэнергии, режущего инструмента), о расчетном времени обработки, точной длине рабочих и холостых резов.
12.Моделирование процесса обработки деталей в модуле Верификатор;
Контроль управляющих программ на персональном компьютере.
Разработка визуализирует действия резака по УП, спроектированную в любой САПР или написанную вручную. Особенности: редактирование текстов с
графической прорисовкой, возможность вычисления контуров обрабатываемых деталей, остатков обработки, коэффициента размещения, площадей, весов,
металлолома, прожига, а также выходных технологических данных по карте раскроя.
ИНТЕХ-РАСКРОЙ 2.7 – РАДОСТЬ ТВОРЧЕСТВА В РЕШЕНИИ СЛОЖНЫХ ЗАДАЧ!
|



|