Динаміка розвитку програмних продуктів
Інтех-Раскрой версия DOS
Інтех-Раскрой версия 2.6
Верифікатор
Інтех-Раскрой версия 2.7
Раскрой для Гільотиних ножниць
|
В розробці
Автоматизація створення технології розкрою
та керуючих програм ля газокисневих, плазмових, лазерних верстатів, гільотиних ножиць.
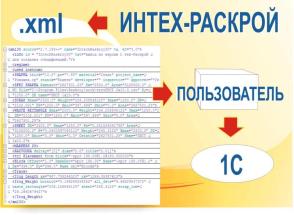
1.База даних замовлень, деталей. Бібліотеки параметричних макросів. Імпорт геометрії з .DXF
Засіб для зберігання та перетворення інформації про об'єкт із зовнішніх форматів. Виробничі завдання-замовлення, що приймаються на вхід, автоматично заносяться до бази замовлень з інтерактивним доповненням необхідних параметрів та позначкою про дату редагування. Організація структур нових замовлень (за матеріалами, товщинами, виробами…) та звернення до раніше створених дозволяє оперативно вводити в проект на розкрій, деталі групою або передавати (експортувати) результати-звіти в системи САПР/АСУП. Інтеграція із зовнішніми додатками.
2.Багатоінструментальна обробка в паралельному та послідовному режимі;
Проектування технології з урахуванням обробки листа двома і більш ріжучими головками, а також можливістю підключення в одну програму обробки різних інструментів, дозволяє ефективно проводити обробку великих і середніх партій деталей.
3.Оптимальне авто розміщення
Дуже малий час авто розкладки є результатом роботи потужного алгоритму розміщення - за годографом. Це максимально ефективне рішення для розміщення деталей складної геометрії різної номенклатури та у великій кількості. Може служити на вирішення завдань оцінки вартості деталей, виробів (за вагою чи кількості необхідних листів-заготовок), момент до запуску вироби у виробництво.
4.Забезпечення щільного розміщення з автоматичним виявленням перетинів;
Відбувається завдяки ефективному застосуванню продуманих стратегій компонування та потужним алгоритмам для автоматизованого та інтерактивного розміщення деталей.
5.Проектування у режимі «Сьогодні на сьогодні»;
Гнучке управління ходом проектування в автоматичному та інтерактивному режимі з можливістю формування користувальницької стратегії розміщення, дозволяє створювати оптимальний розкрій з високою швидкістю та з коефіцієнтом розкладки, що прагне до 95% заповнення листа.
6.Прийоми оптимальної технології;
Автоматизація технологічних розрахунків для проектування траєкторій, підходів, відходів, петель, перепусток, технологічних команд реалізує високопродуктивний підхід до побудови нестандартних траєкторій. Це дозволить значно скоротити час обробки, витрата матеріалу листа та допоміжних матеріалів для процесу різання.
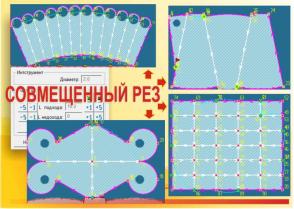
Побудова поєднаного різання.
Обхід контурів "не відриваючи олівця від листа". Коли одним рухом інструмента обробляються поверхні різних деталей.
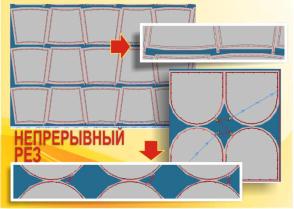
Побудова безперервного різання (перемичок, містків, ланцюжків);
Безперервний різ – обхід контурів кількох деталей з однією точкою пробивання. Логіка рішення дозволяє створити траєкторію обходу контурів деталей з урахуванням побудови "містків" між деталями, перепусток у робочих рухах, переходах між деталями без вимикання різання.
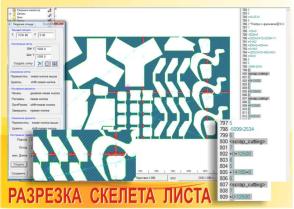
7.Засоби роботи з фігурними та прямокутними залишками
Імпорт/експорт залишків у .DXF. Зберігання/видалення з основи листів, тобто. є можливість зберігання електронному вигляді на віртуальному складі «ділових відходів». Побудова прямокутних решток. Розміщення на рештках будь-якої форми.
8.Розрахунок Оптимальних маршрутів холостих ходів;
Відбувається з допомогою високопродуктивного алгоритму побудови шляхів руху різака з урахуванням «подетального» маршруту обходу деталей, їх вкладеності друг в друга.
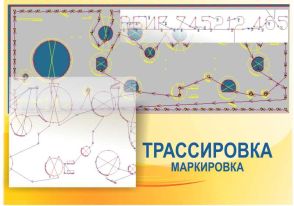
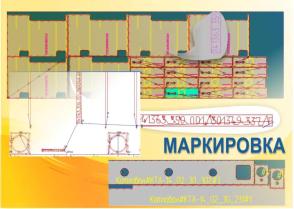
9.9. Отримання УП для будь-яких СЧПУ. Включення в УП маркування, розмітки, свердління.
Підтримує спеціальні інструменти для попередньої обробки листа на верстаті МТР. Проектування траєкторії маркування та розмітки.
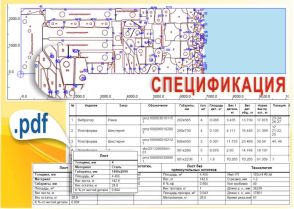
10.Генерація докладних звітів, специфікацій;
Це карти розкрою з маркуванням текстових позначень, креслення залишків в електронному вигляді, виведення на друк завдань на проектування та вмісту БД. Це глибоко продумана реалізація універсальної специфікації, з наповненням даних про геометричні розрахунки, технологічні параметри, промальовуванням та розрахунком прямокутних залишків.
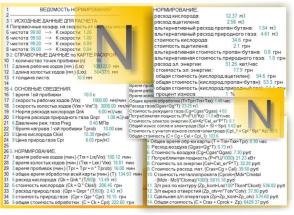
11.Калькуляція собівартості обробки;
Нормуючий постпроцесор вирішує завдання з урахуванням вимог конкретного виробництва. Виводяться дані про витрати на допоміжні матеріали (вартості газів, електроенергії, ріжучого інструменту), про розрахунковий час обробки, точну довжину робочих і неодружених різів.
12.Моделювання процесу обробки деталей у модулі Верифікатор;
Контроль керуючих програм на персональному комп'ютері. Розробка візуалізує дії різака по УП, спроектовану у будь-якій САПР або написану вручну. Особливості: редагування текстів з графічним промальовуванням, можливість обчислення контурів оброблюваних деталей, залишків обробки, коефіцієнта розміщення, площ, ваг, металобрухту, пропалювання, а також вихідних технологічних даних по карті розкрою.
ІНТЕХ-РАСКРОЙ 2.7 – РАДІСТЬ ТВОРЧОСТІ У РІШЕННІ СКЛАДНИХ ЗАВДАНЬ!
|



|